
Ѕудучи международным поставщиком специализированной конвейерной техники дл€ чЄрной и цветной металлургии, ј”ћ”Ќƒ ‘ердертехник √мб’ €вл€етс€ признанным разработчиком решений дл€ обработки гор€чих, абразивных и химически активных сыпучих материалов. »нновационное оборудование позволило ј”ћ”Ќƒ стать технологическим лидером, использу€ запатентованные решени€ и участву€ в конкурентной борьбе дл€ повышени€ энергоэффективности и обеспечени€ соответстви€ стандартам охраны окружающей среды в сталелитейной промышленности.
ѕроизводство стали ответственно за прибл. 7% мировых выбросов CO2, значительна€ часть которых образуетс€ вследствие выработки стали из железной руды с использованием коксующегос€ угл€ в частности итаем, »ндией, японией, ёжной ореей, –оссией и странами ≈—. “ак, в 2018 году на их долю пришлось свыше 90% мировых выбросов CO2 от производства стали.
»з-за повсеместной политики повышени€ энергоэффективности и охраны климата, а также из-за растущей тенденции к декарбонизации, продолжает увеличиватьс€ давление на сталелитейную промышленность.
ѕрикладываютс€ огромные усили€ дл€ разработки производственных процессов с низкими выбросами CO2, позвол€ющие, например, заменить уголь электричеством или водородом, а также направленные на улавливание, хранение или использование CO2. ¬ начале 2000-х годов пр€мое восстановление показало себ€ в качестве полноценной альтернативы классическому доменному производству.
ѕр€мое восстановление природным газом позвол€ет получить передельный чугун из железнорудных окатышей. ¬ зависимости от примен€емой технологии производитс€ железо пр€мого восстановлени€ (∆ѕ¬ или DRI ) или гор€чебрикетированное железо (√Ѕ∆, HBI). ќператоры установок пр€мого восстановлени€ используют высокоперспективные решени€ дл€ обработки этих продуктов в процессе охлаждени€ и загрузки.
¬ 2020 году мировой объЄм производства нерафинированной стали достиг прибл. 1 864 млрд. тонн, при этом прибл. 110 млн. тонн или прибл. 6 процентов было произведено по технологии пр€мого восстановлени€. ¬ 2021 году эта дол€ вырастет.
Ёти 6 процентов продуктов пр€мого восстановлени€ распредел€ютс€ между методами ∆ѕ¬ и √Ѕ∆ в соотношении 5 к 1
¬ отличие от классического маршрута доменной печи, где сталь производитс€ в кислородном конвертере, при пр€мом восстановлении используетс€ электродугова€ печь (маршрут пр€мое восстановление- электродугова€ печь), котора€ может перерабатывать как ∆ѕ¬, так и √Ѕ∆. —реди используемых процессов пр€мого восстановлени€ с 1970-х годов доминирует технологи€ компании MlDREX, —Ўј. ѕо этой технологии окатыши нагреваютс€ и обрабатываютс€ метаном. ислород восстанавливаетс€, а передельный чугун получаетс€ в виде губчатого железа, продукта ∆ѕ¬, который затем можно переработать с получением стали наивысшего качества.
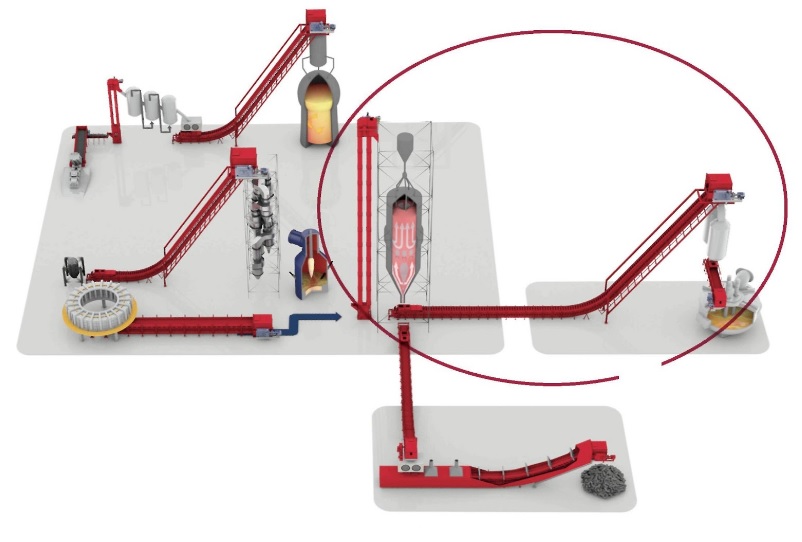
¬ажным вкладом в улучшение производственного процесса и экономию энергоносителей стало соединение установки дл€ пр€мого восстановлени€ с электродуговой печью (Ёƒѕ, EAF) плавильного цеха конвейером дл€ непрерывной подачи гор€чего материала.
—истема загрузки гор€чего ∆ѕ¬ компании ј”ћ”Ќƒ транспортирует ∆ѕ¬ непосредственно от шахтной печи пр€мого восстановлени€ MlDREX с использованием теплоизолированного ковшового пластинчатого конвейера ј”ћ”Ќƒ в инертных услови€х пр€мо на Ёƒѕ сталеплавильного цеха.

¬ызовы, св€занные с транспортировкой гор€чего железа пр€мого восстановлени€
ќсновными преимуществами загрузки гор€чего ∆ѕ¬ в Ёƒѕ €вл€ютс€ сниженное энергопотребление и сокращение времени цикла плавлени€. ќсновные температурные потери транспортируемых гор€чих материалов происход€т в местах перегрузки, во врем€ загрузки на конвейерное оборудование, и при выгрузке в промежуточные бункеры и плавильный котЄл, а не во врем€ непосредственной транспортировки.
ѕри использовании обычных больших ковшей или чаш (pots, вариант ковша) существуют разные источники температурных потерь: при обращении с ковшами или чашами их не закрывают, при этом утечка тепла через поверхность высока. ≈щЄ большие потери происход€т при открывании и распахивании крыши печи при обычной загрузке. роме того, с точки зрени€ металлургического процесса или поступлени€ энергии, открытие и закрытие печи €вл€етс€ тратой времени. “рудности при транспортировке гор€чего DRI возникают не только потому, что материал гор€чий, но и потому, что его следует транспортировать в инертной неокисл€ющей атмосфере.
¬ зависимости от расположени€ установки, а также рассто€ни€ и объЄма транспортируемого материала, механическа€ транспортировка гор€чего материала представл€етс€ наилучшим решением дл€ современных задач. —истемы пневмотранспорта хорошо подход€т дл€ небольших объЄмов, но имеют более высокую цену покупки, требуют больше энергии и затрат на обслуживание, и отличаютс€ сложными процедурами пуска и останова.
ћеханическа€ транспортировка сочетает в себе преимущества закрытой системы с выгодами гор€чей загрузки в печь. »меюща€с€ у конвейера система инертного газа предупреждает повторное окисление материала.
- ѕр€мое и жидкофазное восстановление
- Ёлектродугова€ печь (EAF)
- Ѕрикетирование
«агрузка ∆ѕ¬ под уплотн€ющим газом с использованием ковшового пластинчатого питател€ ј”ћ”Ќƒ типа BZB-HI
«агрузка ∆ѕ¬ под уплотн€ющим газом с использованием ковшового пластинчатого питател€ ј”ћ”Ќƒ типа BZB-HI (HI=дл€ гор€чих материалов в газонепроницаемой уплотн€ющей атмосфере, графические материалы ј”ћ”Ќƒ).
¬о врем€ работы конвейер подстраиваетс€ под последовательность операций. онвейер запускаетс€ нажатием одной кнопки. ѕроизводительность конвейера св€зана с геометрическими особенност€ми конвейерной системы: чем больше подъЄм, тем меньше производительность. ак правило, если место ограничено, конвейер делают как можно более крутым. Ќа горизонтальных участках конвейера производительность легко достигает 1 200 т/ч, но при необходимости вертикального подъЄма она снижаетс€ соответственно.
¬ насто€щее врем€ конвейеры проектируютс€ с наклоном до 60∞. ѕри этом удаЄтс€ достичь производительности в 210 т/ч при транспортировке на прибл. 100 м в высоту и 400 т/ч при транспортировке до 80 м в высоту. онструкци€ конвейера всегда предусматривает полное заполнение ковшей конвейера дл€ оптимизации соотношени€ объЄма к площади поверхности. ¬озможности по увеличению высоты подъЄма ограничены прочностью цепи, поскольку вс€ конструкци€ закрепл€етс€ на цеп€х.
«а последние несколько лет ј”ћ”Ќƒ разработал цепи, обеспечивающие удельное сопротивление разрыву не менее 3 000 кЌ на каждую цепь, что €вл€етс€ лучшим показателем прочности в мире. ƒл€ создани€ такой цепи нужны особые технологии, в особенности это касаетс€ выбора материалов, способных выдерживать температуры до 1 100∞C, а также многие годы на Ќ»ќ –. ѕришлось учесть множество вещей, включа€ используемые материалы, смазки, приводы, механические компоненты и защитные устройства.
≈щЄ одной важной особенность стала система воздушного уплотнени€ из инертного газа, посто€нно дорабатываема€ дл€ удерживани€ пыли внутри, а кислорода воздуха - снаружи. “аким образом была разработана полностью закрыта€ конвейерна€ система со специальной оболочкой и уплотнением в сочетании с системой инертного газа.
ѕыль не вылетает из конвейера и не высыпаетс€ под него. ѕыль можно собирать в определЄнных местах при помощи общей системы отсоса воздуха. “очное количество инертного газа, такого как азот или отход€щие газы, не содержащие кислород или моноксид углерода, можно определить только во врем€ работы. »з соображений безопасности при вводе в эксплуатацию рекомендуетс€ использовать избыток газа. ƒл€ контрол€ за безопасной работой и содержанием кислорода внутри системы используютс€ специальные датчики. “емпература отход€щего газа в определЄнных пределах отражает температуру материала. —пециальный инструмент, персонал или оборудование не требуютс€.
«апатентованна€ система охлаждени€ и транспортировки гор€чебрикетированного железа компании ј”ћ”Ќƒ
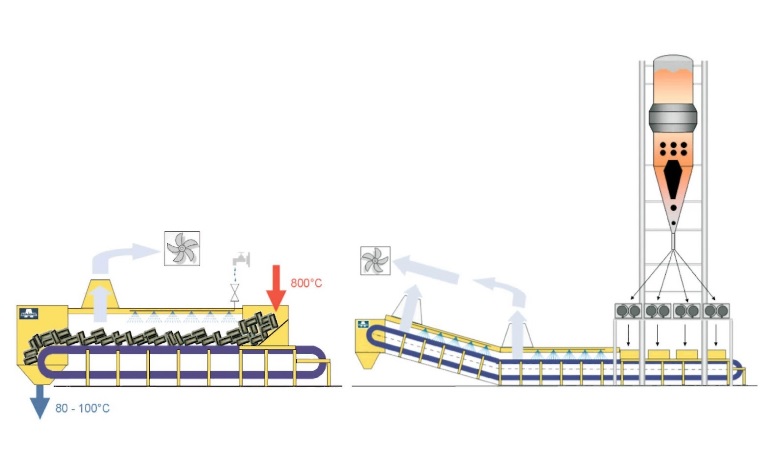
ƒл€ транспортировки и охлаждени€ гор€чебрикетированного губчатого железа (√Ѕ∆, HBI) используетс€ запатентованна€ система охлаждени€ туманом ј”ћ”Ќƒ. √Ѕ∆ орошаетс€ вод€ным туманом на конвейере с плоскими пластинами ј”ћ”Ќƒ и охлаждаетс€ с прибл. 800∞C до 100∞C способом, не повреждающим материал (медленное охлаждение √Ѕ∆). ѕерва€ така€ установка была поставлена ј”ћ”Ќƒ в ¬енесуэлу в 2006 году. ƒалее последовали проекты √Ѕ∆ в –оссии и —Ўј.
— течением времени за счЄт непрерывной оптимизации данна€ технологи€ достигла такой степени развити€, что еЄ стали всЄ чаще выбирать операторы и генеральные подр€дчики вместо обычных решений.
«апатентованный метод ј”ћ”Ќƒ заключаетс€ в загрузке √Ѕ∆ на металлический пластинчатый конвейер и в равномерном его распределении при помощи специальной конвейерной технологии.
ќхлаждение выполн€етс€ за счЄт выработки пара, который рассеивает тепло. ƒл€ расчЄта точного количества пара, требуемого в зависимости от производительности установки, дл€ каждого конкретного случа€ выполн€етс€ индивидуальна€ корректировка термодинамической модели.
“ака€ оптимизаци€ использование пара значительно снижает необходимое количество воды, так что жидкость практически отсутствует, что €вл€етс€ серьЄзным преимуществом на установках с ограниченным водоснабжением. ≈сли требуетс€ повторное использование оборотной воды, имеютс€ места дл€ отсоса вод€ного пара. ѕри использовании вод€ного пара вокруг √Ѕ∆ создаЄтс€ инертна€ защитна€ атмосфера, позвол€юща€ минимизировать повторное окисление и потери на металлизацию. Ѕлагодар€ высокой удельной энтальпии пара количество отводимого тепла превышает значени€, достижимые при обычном закалочном охлаждении.
ѕри охлаждении расчЄтным количеством вод€ного пара отсутствует эффект шокового охлаждени€ в закалочной ванне. “аким образом, оборудование этой конструкции образует меньше пыли и мелких частиц в отработавшем газе, что, в свою очередь, приводит к меньшему износу последующего фильтра и вентил€ционного оборудовани€.
ѕриоритет качеству продукта
ј”ћ”Ќƒ имеет собственное программное обеспечение дл€ расчЄта геометрической конструкции охлаждающего конвейера в соответствии с требовани€ми и услови€ми. ак и в случае с длиной и шириной конвейера, можно заранее определить конечную температуру с учЄтом скорости перемещени€.
ƒл€ транспортировки √Ѕ∆ на склад промежуточного хранени€ дл€ последующей отправки водным или железнодорожным транспортом требуетс€ температура не выше 100∞C. ¬лажность продукта также оказывает существенное вли€ние на возможные окислительно-восстановительные реакции, а потому решение ј”ћ”Ќƒ можно улучшить применением дополнительной линии сушки продукта, установленной в конце охлаждающей линии, дл€ сохранени€ качества товарного √Ѕ∆.
ƒанные технологии с применение оборудовани€ ј”ћ”Ќƒ подробно описаны в отраслевом информационно-техническом справочнике по наилучшим доступным технологи€м Ђƒобыча и обогащение железных рудї.
—нижение выбросов CO2: "ј”ћ”Ќƒ в центре этого процесса"
„Єрна€ металлурги€ €вл€етс€ одним из основных направлений ћеталлургического подразделени€ ј”ћ”Ќƒ ‘ердертехник √мб’. ћеталлургическа€ промышленность столкнулась с огромной технологической проблемой, решение которой требует политика в области климата, требующа€ снижени€ выбросов CO2 и обеспечени€ энергетической устойчивости производств.
"ћеталлургическое подразделение ј”ћ”Ќƒ вносит свой вклад и находитс€ в центре этого процесса благодар€ росту доли продуктов, получаемых в результате пр€мого восстановлени€. Ќапример, использующихс€ в качестве сырь€ дл€ доменных печей √Ѕ∆. Ёто ведЄт к уменьшению использовани€ спЄка и кокса, что в свою очередь снижает выбросы CO2," объ€сн€ет дипломированный инженер ћаттиас ћориц, –уководитель отдела продаж ј”ћ”Ќƒ ‘ердертехник.
“от факт, что железо пр€мого восстановлени€ также ввод€т в маршрут пр€мое восстановление- Ёƒѕ, когда он снова становитс€ гор€чим, также снижает энергопотребление на величину до 130 к¬т/т нерафинированной стали и вносит вклад в существенное повышение производительности при производстве стали альтернативным или не нанос€щим ущерба окружающей среде способом.
"Ѕлагодар€ нашим многочисленным усили€м по разработке технологии транспортировки и обработки ∆ѕ¬ и √Ѕ∆, ј”ћ”Ќƒ уже внЄс свой вклад в проекты на Ѕлижнем ¬остоке, в јлжире, »ндии, –оссии, —Ўј и ёжной орее. ¬ насто€щее врем€ хороший потенциал имеет —еверна€ јфрика. —ейчас, а также в ближайшем будущем, в јлжире, ≈гипте, и Ћивии стро€тс€ крупнейшие в мире заводы дл€ продуктов ∆ѕ¬. Ќа промежуточном этапе, т.е. до повсеместного внедрени€ водородного процесса производства стали, эти заводы будут важными поставщиками безопасного дл€ климата сырь€ дл€ европейских производителей стали", продолжает ћаттиас ћориц, описыва€ международную ситуацию.
ƒругие решени€ дл€ агломерировани€, спекани€ и окатывани€
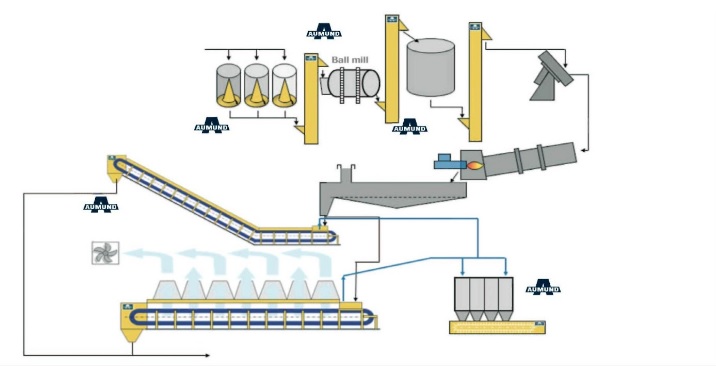
ј”ћ”Ќƒ также предлагает решени€ дл€ чЄрной металлургии по добыче и транспортировке оксида железа, получаемого при производстве агломерата. ¬ качестве примера можно привести транспортировку спЄка между спекальной машиной и охладителем. ƒругой пример, транспортировка железнорудных окатышей лотковыми конвейерами ј”ћ”Ќƒ. ¬ частности, при повышении объЄма производства, когда охлаждающа€ способность существующего стационарного оборудовани€ достигает своего предела, иде€ ј”ћ”Ќƒ с расширенной зоной охлаждени€ линейного воздушного охладител€ ј”ћ”Ќƒ оказалась очень интересным, действенным и экономичным подходом дл€ многих производителей окатышей при еЄ сравнении с альтернативными решени€ми, требующими больших капитальных и эксплуатационных затрат.
оличество показов: 2275



